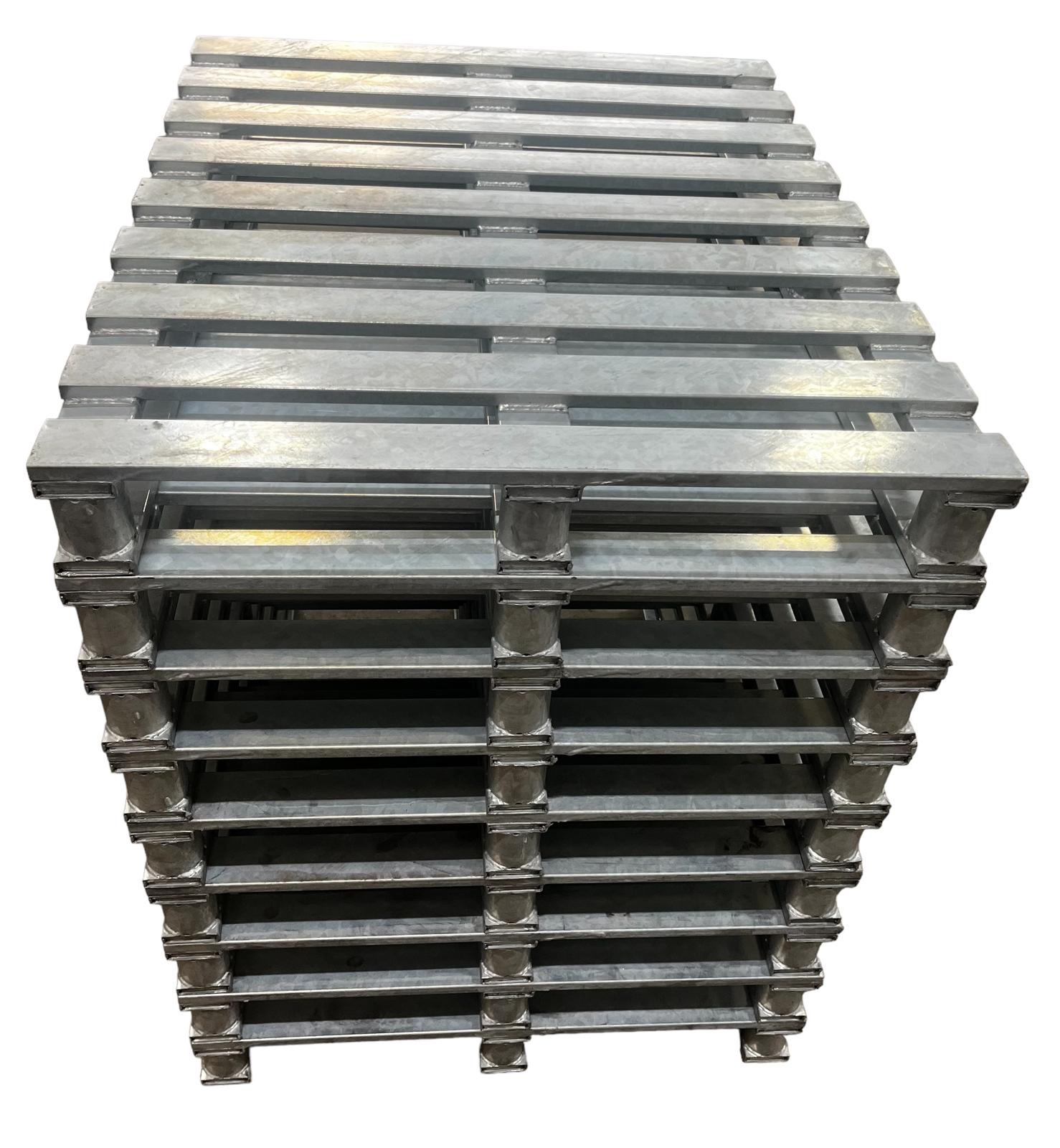
Steel Pallets: Heavy-Duty Performance for Demanding Industries
Steel pallets are built for strength, durability, and long-term performance, making them ideal for demanding industrial environments. Common applications include:
Automotive and Manufacturing – handling heavy machinery parts
Chemical and Hazardous Materials Storage – fire and corrosion resistance
Warehouse Racking Systems – strong, stable support for large loads
Defense and Aerospace – secure transport of valuable or sensitive cargo
Cold Storage & Outdoor Use – weatherproof and long-lasting
Key Advantages:
Extreme Load Capacity: Handles heavy and bulky items with ease
Durable and Reusable: Resistant to impact, rust, and wear
Fire and Pest Resistant: Safer than wood in hazardous environments
Stable and Stackable: Perfect for high-density storage
Low Maintenance: Long service life with minimal upkeep
Recyclable: Made from fully recyclable materials
Steel pallets are an excellent choice for businesses seeking reliable, long-term pallet solutions that meet the highest safety and performance standards.